Almaco Machine Tool Co., Ltd.
C-Z quick interchangeable machine adopts a special structure. The rollers for C & Z are changed very quickly without dismantle any parts. One machine can produce all specifications of C & Z purlins. This machine adopts steel coils as material and gets profiled steel after the process of coiling, cutting, punching, and roll forming. Whole machine adopts PLC controlling, AC frequency speed regulating to fulfill the automatic production, which is very suitable for the metal cold rolled processing industry.
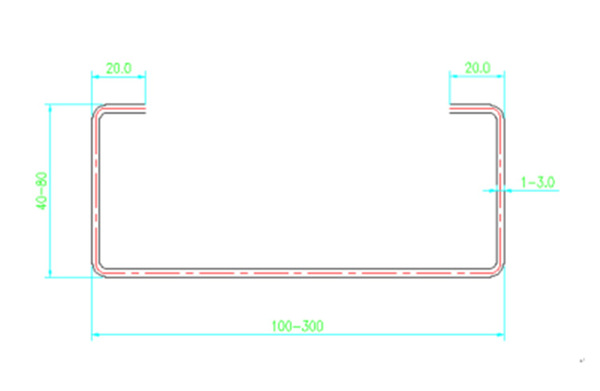
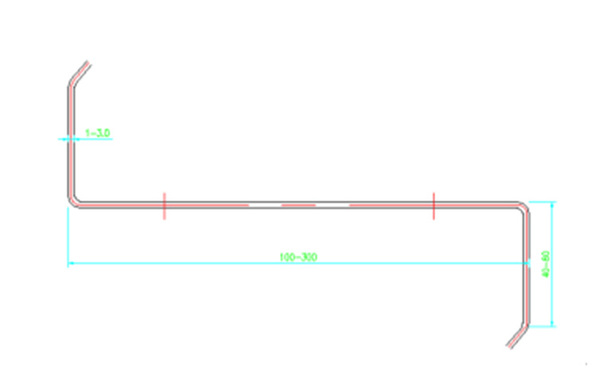
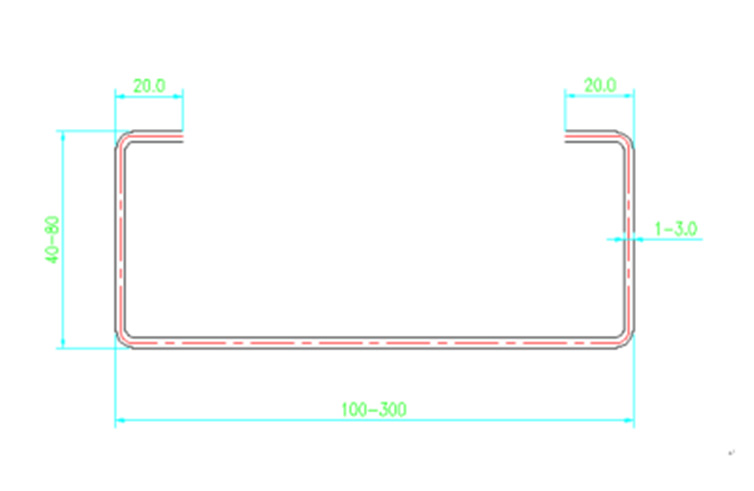
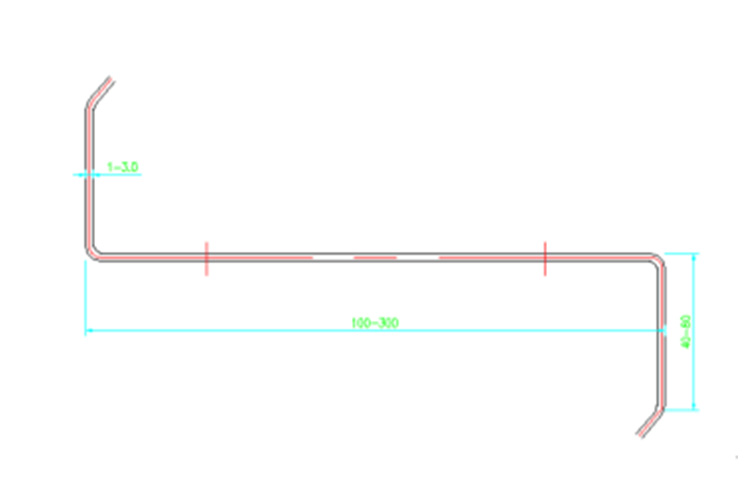
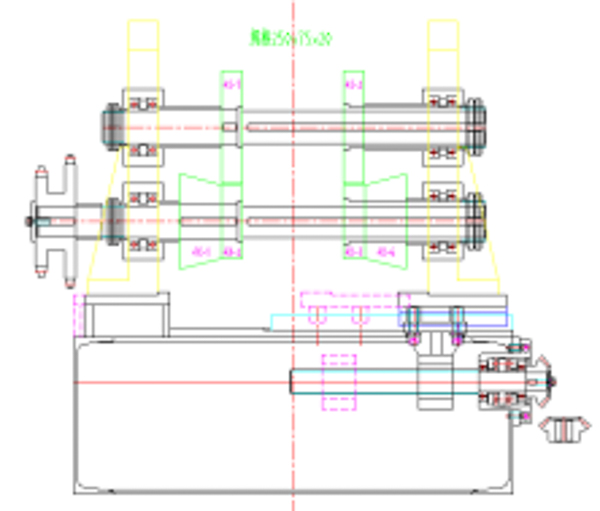
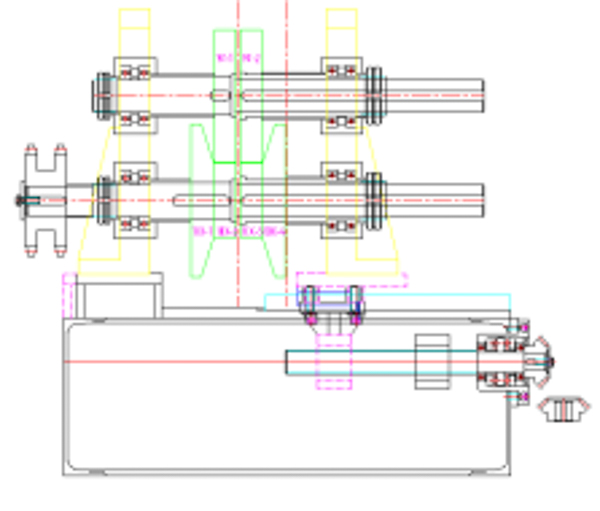
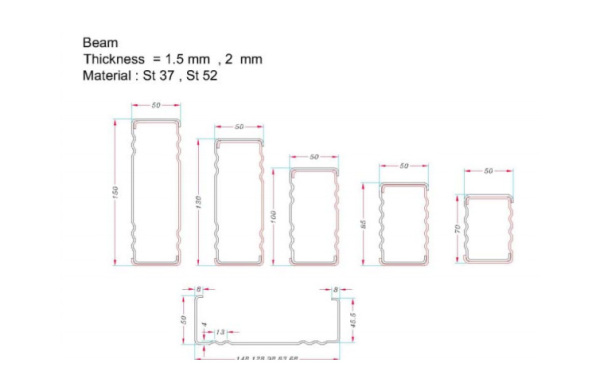
Profile drawing
This is standard drawing, will finalize with customer technical requirements.
Technical process
Passive uncoiling → feeding with guide → leveling → hydraulic punching → roll forming → hydraulic cutting→ output with table
Uncoiler

Uncoiler:passive uncoiling, manual expanding
Weight capacity of uncoiler:5T
Inner diameter of steel coil:Φ508mm
Expanding range:Φ470-Φ530mm
Roll former machine stand
Machine stand:high quality welded profile steel with tempering treatment (CNC Planer type milling, with locating slot)


Guide feeding

leveling unit
Leveler:two rollers for feeding and five rollers for leveling
Motor of leveler:4KW
Diameter of leveling roller:about 80mm
Material of leveling roller:high quality 40Cr
Heat treatment of leveling roller:surface high frequency quenching treatment
Reduction box:Cycloid

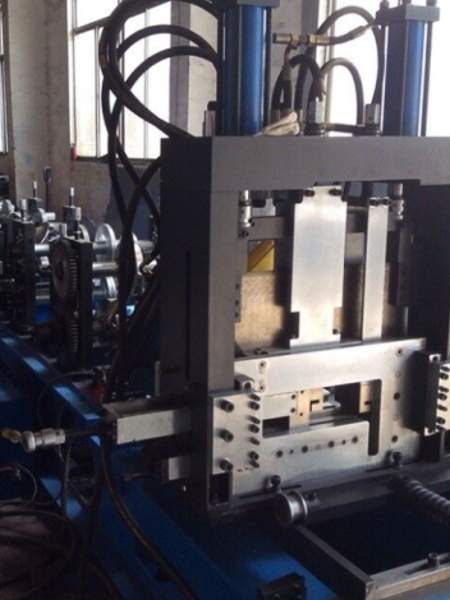
Hydraulic punching
Punching unit:hydraulic, 2 stations
Punching mould: 2 (holes can be adjusted)
Material of up/down mould:Cr12MOV
Heat treatment of mould:quenching HRC58-60
Punching tolerance: ±1mm


Motor of hydraulic system:11KW(3 circuits)
Magnetic valve:HUADE(24V safe voltage)
Hydraulic oil pump:plunger pump
Hydraulic system has air cooling
6 roll forming unit
Roll stands adopt cast iron single station which is most heavy and strong.
Auto size changing schematic diagram:
Material of roller shaft:40Cr with heat treatment(HB220-260)
Diameter of roller shaft:Φ75
Motor power of main forming machine:18.5KW
Transverse moving motors:0.75KW*2 (for adjusting height), 1.5KW*1(for adjusting width)
Forming speed:0-18m\min(not includes punching and cutting time)
Forming steps:16 steps + some auxiliary rollers
Thickness of material:1.0-3.0mm
Tolerance of cutting length:±1.5mm
Roll former:1 set(different specification is achieved by stand transverse moving)
Material of roller:GCr15 with quenching treatment(HRC58-62)
Main machine size: 11000mmx1960mmx1300mm
C and Z interchange manually. But C purlin and Z purlin each size changed automatically
Motor for transverse moving: 3KW(0.75x2+1.5KWx1)



Hydraulic universal cutter
Cutting way:hydraulic, after forming, and universal sizes
Material of cutter blade:Cr12MOV
Heat treatment of mould:quenching HRC58-60
Cutting tolerance: ±1mm
Output tables 2000mm long * 2 pcs

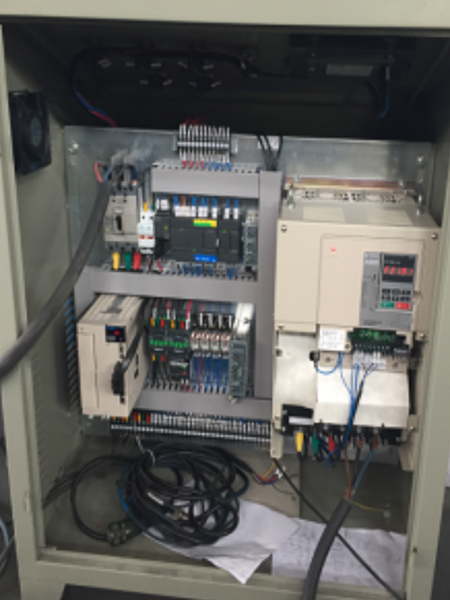
Electrical controlling system
Transducer:Yaskawa, Japan
Computer adopts PLC, Panasonic, Japan
Operating board:MCGS
Encoder:KOYO, Japan
Relay: Chint

Equipment includes
This equipment includes uncoiler, main roll forming machine(with feeder, leveler, roll former, hydraulic punching and cutting), receiving table, hydraulic system, electrical control system and so on.
Delivery time:70 days
Price: USD45, 000.00(FOB Shanghai port)
This price is only valid for 15 days.
Service:
Manufacturer is available to dispatch technician(s) to buyer’s factory for machine installation, commissioning and worker training.
Buyer affords two-way air tickets, local accommodation and service charge at US$100/day/per technician.
Related Products







Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.